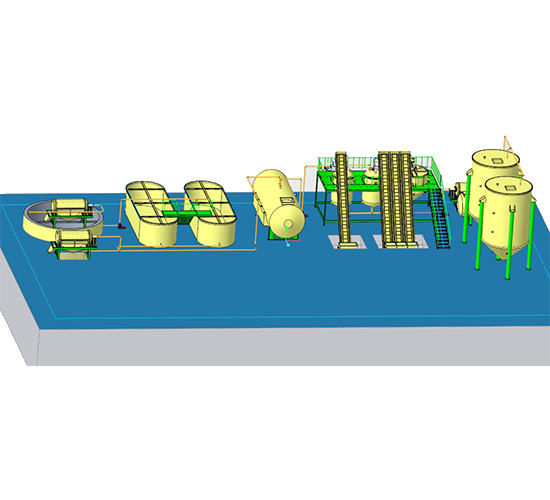
通达重工为广大客户推荐的是:年产5-10万吨固体粉剂水溶肥设备配置方案,生产模块工段为:投料 + 自动配料 + 自动混合 + 自动包装 + 自动封口
+ 自动装箱 + 自动封箱 +
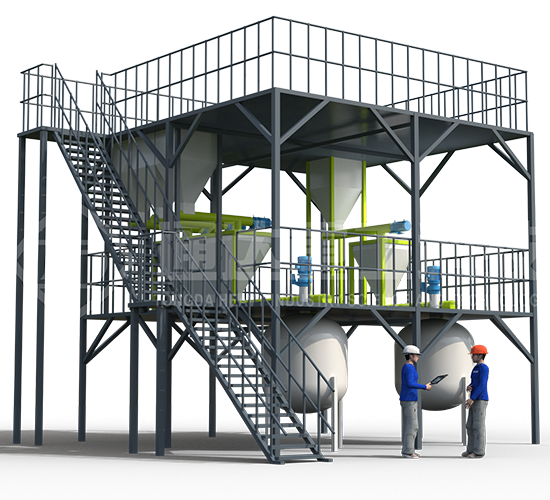
机器人码垛。该套方案是一套可以包装小袋到重袋不同重量规格的全自动化设备方案,适合大中型规模的肥料生产企业或对产能产量、产品类型要求比较高的肥料生产厂家选配购置。该套设备投资金额在300万元以上,设备装置对厂房结构和层高有一定要求,装置空间需要符合各工段设备分层布局联动的设计规划,使用面积需要1500平方米以上,是一套“高配版”的自动化生产系统,是肥料生产企业转型升级的必要生产设备。

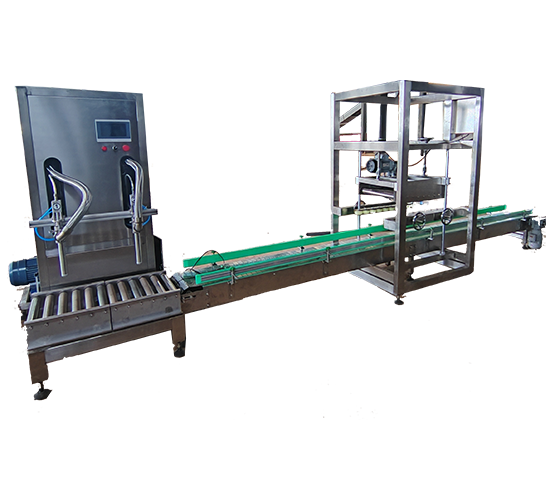
该套方案需要把不同配方的原料,投入原料仓后,进入自动配料和自动混合工段,结块原料和颗粒原料,配有自动破碎和粉碎系统。配混均匀后的原料自动卸料至包装机上方的缓存料仓,通过螺旋给料的方式,自动计量充填进入包装袋,包装机内置除尘系统,包装过程为全自动化作业,无需人工参与。重袋包装系统可以自动完成取袋、上袋、开袋、套袋、夹袋和计量充填,袋内重量达到设定值时,自动停止充填、自动松袋落袋、抱袋装置自动推送至缝包机/热封口机,完成包装袋封口。成品袋在输送过程中,自动完成倒包、振实、压平等理包整形后,机器人进行码垛,叉车搬运入库。小袋包装系统同样可以自动完成取袋、上袋、打码、开袋、充填、振实和封口,成品袋由机器人进行二次装箱(装箱生产线配有上箱开箱系统),箱内达到设定袋数后,自动进入封箱打包工段,机器人进行码箱作业,叉车搬运入库。
通达重工为广大肥料行业客户推荐的这套年产5-10万吨的固体粉剂水溶肥设备配置方案,可以包装大量元素水溶肥、中量元素水溶肥、微量元素水溶肥、含氨基酸水溶肥、含腐植酸水溶肥、含黄腐酸钾水溶肥等不同配方的固体粉剂水溶肥产品。该套方案从前端的配料工段到后端的包装码垛工段均采用了全自动化的设备系统,在“一大一小”两条包装生产线的赋能下,产品规格类型丰富、覆盖面广,通过分类分级,满足市场不同需求,实现企业多样化供给。

-通达官方微信-
豫ICP备14003754号-12版权所有 © 通达重工